Позвольте мне рассказать вам о процессе локтя
2024-03-11
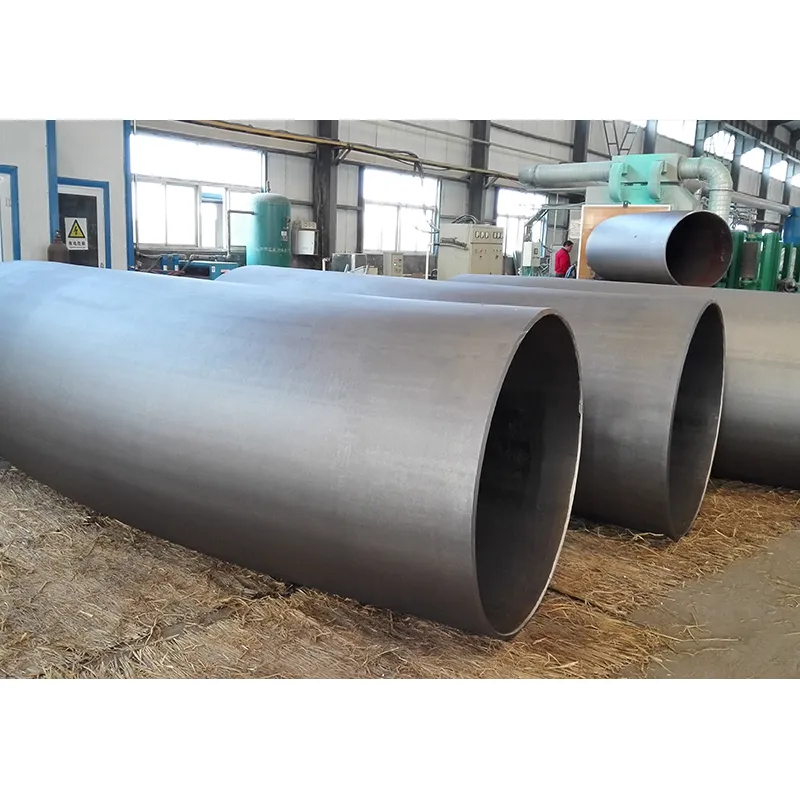
Отводы – это соединительные детали труб, используемые для гибки труб. На их долю приходится относительно большая доля всей трубной арматуры, используемой в трубопроводных системах – около 80%. Отводы из различных материалов и с различной толщиной стенки обычно изготавливаются различными методами формовки. В настоящее время на производственных предприятиях широко используются такие методы формовки бесшовных отводов, как горячее прессование, штамповка и экструзия. В процессе формовки отводов методом горячего прессования используется специальный гибочный пресс, матрица и нагревательное устройство для проталкивания заготовки в матрицу, что приводит к перемещению стальной заготовки в матрице под действием пресса. В процессе нагрева, расширения и гибки деформационные характеристики горячепрессованного отвода определяются законом постоянного объема до и после пластической деформации металлического материала. Диаметр трубной заготовки меньше диаметра отвода, и для управления процессом деформации используется матрица, благодаря чему сжатый поток металла по внутренней дуге компенсирует расширение диаметра.
Процесс формовки отводов методом горячего прессования обеспечивает эстетичный внешний вид, равномерную толщину стенок и непрерывный режим работы, что делает его пригодным для массового производства. Он стал основным методом формовки отводов из углеродистой и легированной стали. Он также подходит для формовки некоторых видов отводов из нержавеющей стали. В процессе формовки используются следующие методы нагрева: среднечастотный или высокочастотный индукционный нагрев (с одним или несколькими нагревательными кольцами), нагрев пламенем и нагрев отражающей поверхностью. Выбор метода нагрева определяется требованиями к изделию и доступностью энергии.
Штамповка — это давно известный процесс формовки, используемый при массовом производстве бесшовных отводов. Его заменили горячее прессование и другие методы формовки для производства отводов обычных спецификаций. Однако объём производства ограничен в некоторых спецификациях отводов, а толщина стенки может быть слишком большой или слишком тонкой. Перед штамповкой заготовка трубы помещается на нижний штамп, а в заготовку трубы загружаются внутренний сердечник и концевые штампы. Отвод формируется за счёт ограничения внешнего штампа и поддержки внутреннего штампа. По сравнению с процессом горячей штамповки, качество внешнего вида штампованного отвода не так хорошо, как при горячей штамповке, а внешняя дуга штампованного отвода находится в растянутом состоянии во время процесса формовки. Поскольку технология штампованных отводов подходит для единичного производства и имеет низкую стоимость, она в основном используется для изготовления мелкосерийных толстостенных отводов.
Штампованные отводы подразделяются на холодноштампованные и горячештампованные, причем выбор холодной или горячей штамповки обычно зависит от свойств материала и производительности оборудования. Процесс формовки отводов методом холодной экструзии включает в себя установку трубной заготовки во внешний штамп с помощью специальной машины для формовки отводов. После того, как верхний и нижний штампы закрыты, трубная заготовка проталкивается в зазор между внутренним и внешним штампами толкателем, завершая процесс формовки. Отводы, сформированные методом холодной экструзии с внутренними и внешними штампами, обладают такими преимуществами, как эстетический вид, равномерная толщина стенки и минимальное отклонение размеров. Этот процесс обычно используется для формовки отводов из нержавеющей стали, особенно тонкостенных отводов из нержавеющей стали, требующих высокой точности внутренних и внешних штампов, что предъявляет высокие требования к отклонению толщины стенки трубной заготовки.
Помимо трёх распространённых методов формовки, упомянутых выше, для бесшовной формовки колен также используется метод экструзии заготовки во внешнюю форму с последующим формированием внутреннего шара заготовки. Однако этот процесс относительно сложен и трудоёмок, а качество формовки ниже, чем у описанного выше метода, поэтому он применяется редко.