Основной технологический процесс изготовления фитингов стальных труб «Китайская производственная база трубопроводного оборудования»
2025-10-10
① Резка
Материалами, используемыми для изготовления фитингов, являются преимущественно трубы, пластины и прутки. Метод вырубки выбирается в зависимости от свойств материала и формы заготовки, используемой в изделии. Форма, размеры и другие требования к заготовке определяются технологическими регламентами на различные изделия.
Для резки труб обычно используются такие методы, как ленточная или лучковая резка, газовая резка и плазменная резка.
Для листового металла обычно используются такие методы резки, как газовая резка, плазменная резка и штамповка.
Для резки прутков обычно используют ленточную или лучковую пилу, а также пробивку и резку ножницами.
, продолжительность 00:15
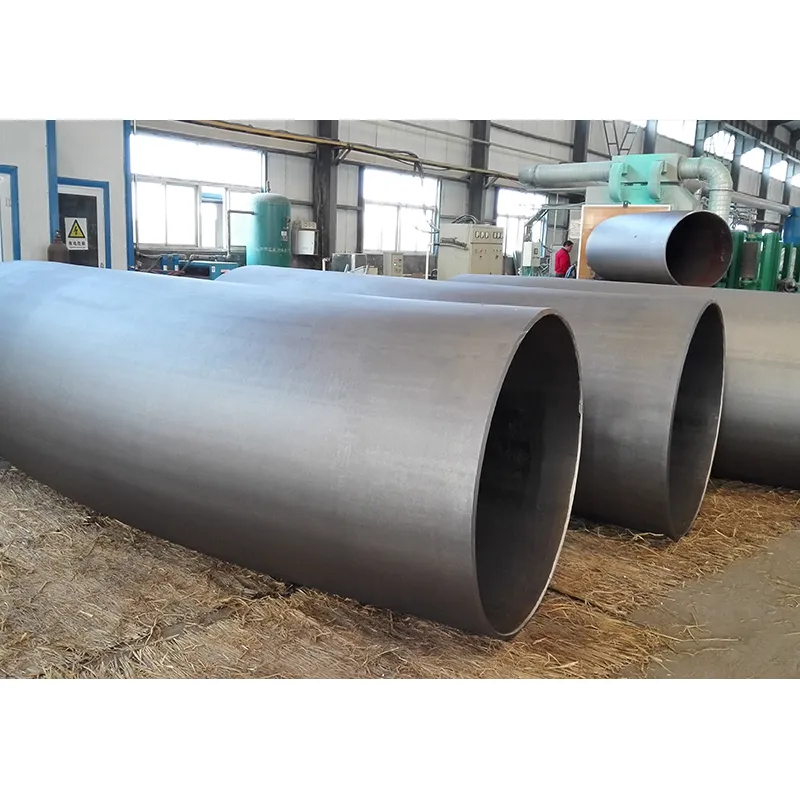
② Формовка (сварка)
Формовка — важный этап производства всех видов трубопроводной арматуры. Поскольку процесс формовки различается для разных изделий, он требует более подробного описания и будет рассмотрен отдельно в разделе 15.2.4. Здесь мы кратко рассмотрим нагрев и сварку, используемые в некоторых процессах формовки.
а. Отопление
При изготовлении фитингов методом термоформования заготовку необходимо нагревать в процессе формования для обеспечения необходимой деформации материала в процессе формования. Температура нагрева обычно определяется требованиями к материалу и технологическому процессу.
При горячем прессовании отводов или горячегибке труб обычно используется индукционный нагрев средней или высокой частоты, а также нагрев пламенем. Этот метод нагрева представляет собой непрерывный процесс, синхронизированный с процессом формовки отвода или трубы. Заготовка трубы нагревается, и процесс формовки завершается в процессе движения.
При горячей штамповке отводов, тройников или поковок обычно применяют метод нагрева в отражательной печи, пламенном нагреве, индукционном нагреве или нагреве в электропечи и т. д. При этом способе нагрева трубу сначала нагревают до необходимой температуры, а затем помещают в форму для прессования или ковки.
б. Сварка
Существует два типа фитингов для труб со сварными соединениями. Первый тип – это фитинг, изготовленный из сварных труб. Производители фитингов для труб используют процесс формовки сварных труб, в основном аналогичный процессу формовки бесшовных труб, и не используют сварку. Второй тип – это процесс сварки, необходимый для формовки фитингов, который выполняется производителем фитингов. Например, отводы изготавливаются методом цельной штамповки с последующей сборочной сваркой, а тройники – методом прокатки стальных листов в трубные заготовки с последующей их штамповкой.
К наиболее распространенным методам сварки трубопроводной арматуры относятся ручная дуговая сварка, сварка в среде защитных газов и автоматическая сварка.
Изготовитель должен подготовить спецификации процедуры сварки для руководства сварочными работами, а также провести оценку процедуры сварки согласно соответствующим спецификациям, чтобы проверить правильность спецификаций процедуры сварки и оценить сварочные навыки сварщиков.
Сварщики, занимающиеся сваркой труб, должны сдать экзамен в отделе качества и технического надзора и получить соответствующее квалификационное удостоверение, прежде чем они смогут выполнять сварочные работы на соответствующих марках сталей (согласно отраслевым нормам, для сварки трубопроводной арматуры, используемой в некоторых отраслях, требуется прохождение аттестации сварщика и аттестации по технологическому процессу сварки, установленных в отрасли. Например, для сварки морской трубопроводной арматуры требуется прохождение аттестации сварщика и аттестации по технологическому процессу сварки соответствующего классификационного общества).




⑥ Неразрушающий контроль
Неразрушающий контроль (НК) — важнейший процесс выявления дефектов, которые могут возникнуть в процессе обработки материалов и фитингов. Требования к НК указаны в большинстве стандартов на трубную продукцию, но эти требования различаются. Помимо НК, необходимого для соответствия стандартам на продукцию и требованиям заказов, некоторые производители с более строгими методами контроля качества также разрабатывают требования к НК, основанные на материалах, методах обработки и внутренних правилах контроля качества, для обеспечения качества продукции.
На практике уровень квалификации для неразрушающего контроля фитингов трубопроводов следует определять на основании требований заказа или конкретных положений стандарта. Поскольку поверхность фитингов трубопроводов по сути представляет собой исходное состояние трубы, листа или поковки, для неразрушающего контроля (МК, КТ) качества поверхности фитингов трубопроводов, если явные требования к уровню отсутствуют, может использоваться Уровень Ⅱ. Однако, независимо от уровня квалификации, дефекты, такие как прослои и трещины, глубину которых трудно определить, следует считать неквалифицированными. Для неразрушающего контроля (РК, УЗК) внутреннего качества фитингов трубопроводов, если явные требования к уровню отсутствуют, радиографический контроль следует проводить на Уровне Ⅱ (например, для контроля сварных соединений), а ультразвуковой контроль – на Уровне Ⅰ.
Для предотвращения возможных дефектов продукции в процессе термообработки окончательный неразрушающий контроль фитингов трубопроводов следует проводить после термообработки.
Метод неразрушающего контроля, используемый производителями трубопроводной арматуры в моей стране, обычно основан на спецификации JB/T 4730. Персонал, занимающийся неразрушающим контролем, должен иметь соответствующую квалификацию согласно действующим нормативным актам.
⑦ Защита поверхности
Защита поверхности фитингов из углеродистой и легированной стали обычно достигается путём окрашивания, а для нержавеющей стали — травлением с последующей пассивацией. (Для фитингов из нержавеющей стали с обработанными поверхностями пассивация не требуется.) Основная цель защиты поверхности — предотвращение коррозии и достижение эстетически привлекательного результата. Как правило, заказчик указывает конкретные требования к защите поверхности, а производитель выполняет её в соответствии с этими требованиями.
⑧ Логотип
Маркировка является неотъемлемой частью изделия и служит основой для обеспечения прослеживаемости. Стандарты на продукцию обычно определяют содержание и способы маркировки. Маркировка трубопроводной арматуры обычно включает в себя товарный знак или наименование производителя, марку материала, технические характеристики и другую информацию, требуемую заказом. Методы маркировки включают в себя постоянную маркировку, такую как штамповка стали, гравировка и электролитическое травление, а также временную маркировку, такую как струйная печать и этикетирование.
⑨ Другое
Помимо вышеупомянутого обычного производственного процесса, в целях контроля качества сырья производитель также должен проводить проверку сырья и вспомогательных материалов, чтобы гарантировать правильность используемых материалов; в целях удовлетворения особых требований заказов или материалов также должны проводиться проверки и испытания, такие как определение металлографической структуры, межкристаллитной коррозии, содержания феррита и т. д., чтобы гарантировать, что поставляемая продукция соответствует требованиям заказчика к использованию.